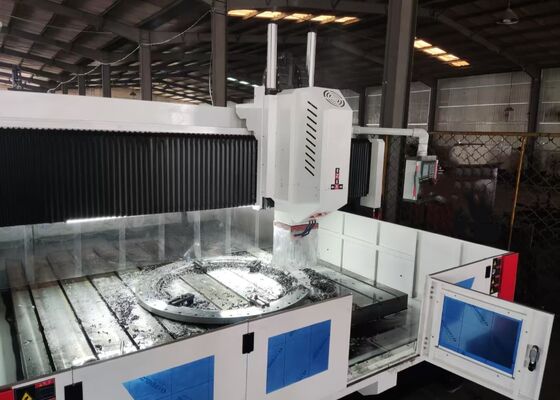
1000mm ガントリー 高さ 双頭 CNCプレートフレーシング タッピング 機械と作業部品 サイズ 3500x3500mm
製品紹介:
この機器は,プレートと構造部品の掘削,チャンファーリング,タップ,フレッシングのために設計されています.主に,フレンズなどのワークピースの高効率の掘削作業に使用されます.効率的な加工のために,指定された厚さ範囲内で,ディスク,リング,プレート.単材料および複合材料の両方の穴を貫通し,盲孔を掘ることができます.機械操作はデジタル制御されていますこのシステムは自動化が可能で,正確な結果をもたらし,大規模生産をサポートしながら,幅広い製品の加工に適しています.
仕様:
| 作業部品の大きさ |
LxW |
3500×3500 mm |
| ゲントリー高さ |
1000mm |
| 作業台 |
Tスロット幅 |
28mm |
| 4つのマウスのチャック |
1セット |
| 掘削パワーヘッド |
QTYは |
2 |
| スピンドル・コーナー |
BT2 医療機関 |
| 最大掘削直径 |
Φ100 mm
(カービッドコアビット)
|
| Φ80 mm (Uドリル) |
| 最大厚さ |
≤300mm |
| 最大切断直径 |
M30 mm |
| スピンドル速度 |
30~3000回転/分 |
| サーボスピンドルモーターの動力 |
2x37kW |
| スピンドルの下端から作業台までの距離 |
200〜1000mm |
|
動力ヘッドの横向き移動
(X1軸)
|
最大水平走行 |
3500mm |
| 横の移動速度 |
0~8m/min |
| 横向き運動/トルクのためのサーボモーターの動力 |
4.2kW |
|
動力ヘッドの横向き移動
(X2軸)
|
最大水平走行 |
3500mm |
| 横の移動速度 |
0~8m/min |
| 横向き運動/トルクのためのサーボモーターの動力 |
4.2kW |
| ゲントリーの縦移動 (Y軸) |
最大 給餌 ストロック |
3500mm |
| フード移動速度 |
0~8m/min |
| 供給サーボモーターの電源/トルク |
2×4.2 kW |
| 垂直のラム・フィード・ムーブメント (Z軸) |
マックス ストローク |
800 mm |
| 移動速度 |
0~6m/min |
| サーボモーターのパワー/トルク |
4.2kW |
| 3軸の位置位置の精度 |
X/Y |
≤0.05mm/1000mm |
| 3軸重複位置付け精度 |
X/Y |
≤0.03mm/1000mm |
| パネウマ系 |
圧縮空気供給圧 |
≥0.6MPa |
| シップ輸送機と冷却装置 |
チップコンベアーの数 |
2 |
| チップ除去速度 |
1m/min |
| チップコンベアーのモーターパワー |
2×0.75kW |
| 冷却方法 |
内部冷却 + 外部冷却 |
| 自動潤滑システム |
潤滑圧 |
2MPa |
| 潤滑点油の充填量 |
0.1mL |
| 潤滑サイクル |
6〜10分 |
|
電気システム
|
CNCシステム |
GSK218MC
(ディスプレイ 10.4インチ)
|
| CNC軸数 |
4 |
| 総力 |
/ |
約100kW |
| 総サイズ |
LxWxH |
6500×6800×3000mm |

装置の構造:
機械ベースは鋳造材料から作られ,作業台,移動式ゲントリ,移動式スライディングセール,掘削とフレーシングパワーヘッドを含む主要な部品を組み込む.自動潤滑システム保護用箱,循環冷却システム,デジタル制御ユニット,電気システム,その他の必須要素.信頼性の高いサポートとガイドのために,硬いローリングレールのペアが装備されています.精密なリードスクリューペアと一緒で,運転運動のためにこの機械は,特殊な位置付け精度と位置付けの重複性によって特徴づけられています.
製品の特徴
1パワーオフ メモリ機能:
突発的な停電または他の中断の場合,この機能は,電源喪失前の最後の穴の位置を迅速かつ簡単に取り戻すことができます.作業員 が 早く 作業 を 再開 する こと が でき ます前の位置を探すのに費やされる時間を最小限に抑え,運用効率を向上させる.
2フォトエレクトリック エッジファインダー:
装置には光電極端探知器が装備されており,作業部品の位置を簡単かつ正確に位置付けることができます.
1) 縁探知器を機械のスピンドルチャックに挿入し,スピンドルをゆっくりと回転させ,その同心度を調整します.
2) 手の輪を使って,エッジフィッタの鋼球の縁が作業部位に柔らかく接触するように,メインスピンドルを移動します.赤光が止まったら,スピンドルは逆転することができます.エッジフィーダーの鉄球が作業部件に触れる最適な点を特定するために,前後にスピンダーを移動.
この位置でCNCシステムによって表示されるX軸とY軸の値を記録し,コンピュータに入力します.
4) 複数の検出点を見つけるために手順を繰り返します.
3レーザー干渉計:
各機械はアメリカの API レーザー干渉計を使用して校正され,ピッチエラー,逆反応,位置位置精度,繰り返し性を正確にチェックし補償します動的および静的安定の両方を保証します機械の3D加工精度と循環性を保証するために設計されています.
.
この洗練された CNC ゲントリ システムは,プレートとシート金属部品の高効率の掘削とマークのために特別に設計されています.プレートのような作業部品や構造組成物の正確な加工を提供するために慎重に設計されていますフレンジ,ディスク,環状の部品,平面板,および同様の部品の加工に特に理想的です.作業部品の厚さは,機械の指定された有効加工範囲内である必要があります..
鉄鋼構造の製造施設では,この機器は構造板と接続部品の精密な掘削とフレーズ作業を行います.鉄筋の信頼性の高い組み立てのための堅牢な基盤を提供する風力発電業界では,風力タービン塔やフレンズに 高精度で高度な加工能力を提供しています.これらのコンポーネントが極端な環境条件に耐えるように設計されていることを保証する橋の建設では,装置は橋梁と支架を処理し,耐久性のある,橋の延長使用期間中に動的負荷に耐えられる安定した接続.

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。